





目前大功率SiC IGBT器件常用高熔点的高铅焊料作为固晶材料,为保证功率器件的长期使用,需研究温度冲击条件下高铅焊点的疲劳可靠性,并探究其失效机理。下面,我们使用冷热气流冲击试验仪,探究SiC芯片和基板的固晶材料的温度冲击对疲劳失效的影响。
IGBT器件热冲击失效分析:
试验设备:环仪仪器 冷热气流冲击试验仪

试验材料:SiC芯片、DBC基板和高铅焊料
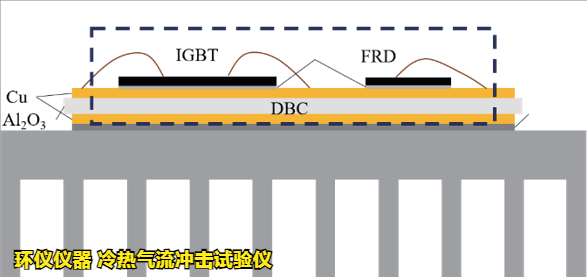
1.SiC晶片在蓝膜上被切割成5 mm×5 mm芯片,背面镀层为Ti/Ni/Ag,厚度分别为:0.1 μm、0.3 μm和0.4 μm。
2.DBC基板尺寸为30 mm×15 mm×0.9 mm,中间陶瓷层的厚度为0.5 mm,双面敷铜层的厚度为0.2 mm。
试验过程:
1.使用冷热气流冲击试验仪对样品进行不同次数的温度冲击试验,选取JEDEC中的温度冲击条件:高温150 ℃保持15 min,低温-65 ℃保持15 min。
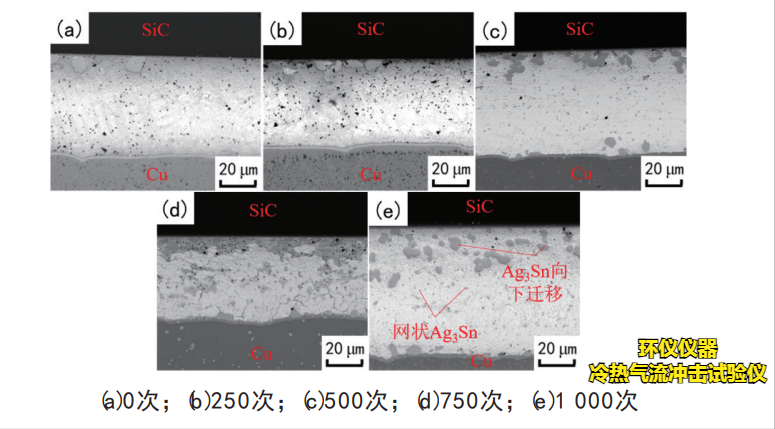
2.将焊接好的样品分别进行0次、250次、500次、750次和1 000次温度冲击。在温度冲击后,使用环氧树脂将样品镶嵌,并用砂纸和抛光剂对样品的厚度方向截面进行打磨和抛光,然后使用扫描电子显微镜(SEM)观察焊点的纵向截面,并用能谱仪(EDS)分析焊料层中的物质成分。
3.每组经历过不同次数温度冲击的样品中,取三个使用推力仪进行推力试验,得到的推力大小取平均值作为该次数温度冲击后焊点的剪切强度。推力试验中推刀高度为80 μm,推刀移动速度100 μm/s。
试验结果:
下图为温度冲击后焊点的纵向截面组织与形貌。
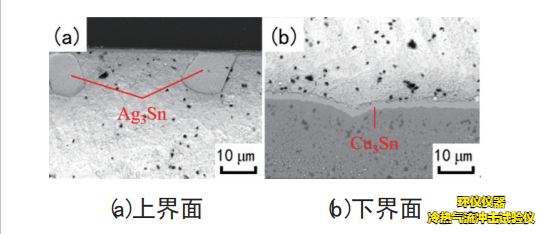
在温冲前焊点中,芯片和焊点的上界面会生成块状的IMC其放大图像和成分组成下图(a)所示,其为Ag3Sn而下层为连续的扇贝状Cu3Sn,如下图(b)所示。
1.温度冲击后,焊点剪切截面的部分断裂区域会从芯片镀层变化到Cu3Sn界面;由于Ag和Sn在焊点内部生成Ag3Sn,导致焊点基体变脆,在750次温度冲击后,焊料基体断裂形式由韧性断裂向脆性断裂转变,焊点剪切强度迅速降低。
2.温度冲击会导致焊料层在热失配的作用下受到较大的热应力,并且在焊料层的上界面边角处出现了应力、应变和应变能集中;焊料层上界面不均匀分布的块状Ag3Sn会进一步导致界面边角位置的应力变得复杂与集中,最终在界面处的Ag3Sn中萌生裂纹。
如需了解更多冷热气流冲击试验仪的试验研究,可以咨询环仪仪器相关技术人员。


